LAPORAN
PRAKTIKUM
METALOGRAFI

oleh
RR
Alvina Rana Prabowo
111221026
2
Aeronautika
POLITEKNIK
NEGERI BANDUNG
Tujuan Praktikum
1.
Melakukan prosedur
metalografi dengan benar
2.
Mengetahui struktur
mikro material
Dasar Teori
Metalografi adalah salah satu cara untuk melakukan pemeriksaan struktur
mikro pada logam dengan pengamatan dibawah mikroskop optic. Struktur mikro
meliputi fasa yang setimbang. Fasa yang setimbang adalah fasa yang terbentuk
dari fasa cair ke fasa padat dengan laju pendinginan sangat lambat. Jenis fasa
ini terdiri dari perlit, ferit, austenite dll yang dapat dianalisis dengan
menggunakan diagram fasa (Fe-C). Fasa yang tidak setimbang adalah fasa yang
terbentuk akibat pendinginan cepat. Jenis fasa ini terdiri atas martensit,
bainit, yang dapat dianalisis dengan menggunakan diagram CCT (Continous-Cooling Transformation).
Sedangkan ditinjau dari bentuk butir logam memiliki dua bentuk butir, yaitu
butir equaxial dan elongation.
Terdapat 2 skala pengamatan:
1.
Skala
Pengamatan Makro: Pengamatan dengan perbesaran10X atau lebih kecil.
Yang diamati: Porositas,
segregasi pad aprodukcor, pengotor, jenis perpatahan,homogenitas struktur las
2.
Skala pengamatan mikro:
Pengamatan100x atau lebih besar.
Yang
diamati: fasa, besar butir, endapan.
Alat yang digunakan: MikroskopOptik(s/d 1000
x),Scanning Electron Microscope(SEM); (s/d 300000 x), Transmission Electron
Microscope (TEM); (s/d 1000000 x)
Diagram fasa Fe-C adalah diagram
fasa biner besi-karbon dengan keluratan karbon didalam besi maksimum 6.7% . Analisis
pada diagram fasa Fe-C dengan asumsi bahwa pendinginan dari fasa cair ke fasa
padat dilakukan dengan laju pendinginan yang sangta lambat. Pada digram fasa
tersebut terdapat tiga reaksi fasa yaitu reaksi fasa peritektik, eutektek, dan
eutectoid. Sedangkan fasa yang terbentuk antara lain : austenite, feritik,
perlitik, sementit. Apabila ditinjau dari % C pada Fe, diagram tersebut
dikelompokkan ke dalam empat yaitu : baja hypoeutektoid, baja hypereutectoid,
besi cor hypoeutektik dan besi cor hypereutektik. Bentuk diagram fasa Fe-C
dapat dilihat pada Gambar 1-1
Diagram
fasa Continous Cooling Transformation (CCT) adalah diagram yang menggambarkan
proses pendinginan dari fasa austenite ke fasa yang lain dilakukan dengan
pendinginan yang beragam, termasuk media pendinginnya. Dengan laju pendinginan
yang beragam tersebut, strukur mikro logam mengalami perubahan, yang berakibat
pada perubahan sifat mekanik bahan utamanyaterhadap kekerasan. Namun demikian
tidak semua baja dapat dikeraskan, tergantung pada kandungan karbon atau karbon
ekivalennya.

|
|
Alat yang Digunakan
1.
Alat pemotong spesimen
2.
Alat monting
3.
Rotary grinding dan
alat poles
4.
Alat pengering spesimen
5. Mikroskop
optik
Bahan yang Diperlukan
1.
Ampelas kasar sampai
halus (100-200)
2.
Larutan etching
3. Kapas
Langkah kerja
Sebelum
praktikum
·
Lakukan penetapan atau
pemilihan sampel logam yang akan diperiksa struktur mikronya
·
Lakukan studi
literatur untuk mendeskripsikan spesimen yang akan diperiksa
·
Lakukan pemotongan
spesimen sesuai dengan studi literatur
·
Lakukan mounting
spesimen untuk memudahkan dalam pemegangan benda uji
Mempersiapkan spesimen metalografi
·
Lakukan penggerindaan
spesimen yang sudah dimountingdengan menggunakan mesin rotary grinding. Gunakan
ampelas dari yang terkasar (nomor terkecil) sampai yang terhalus (nomor
terbesar)
·
Permukaan
spesimen diusahakan rata pada kedua
bidangnya, agar pada saat pengamatan tidak terjadi bias
·
Bila penggerindraan
atau pengampelasan telah selesai, lakukan pemolesan pada bagian permukaan yang
akan dijadikan objek pengamatan
·
Gunakan mesin poles
dan kain poles yang halus serta pasta peleshing yang ada
·
Pada saat melakukan
pemolesan, usahakan permukaan benar-benar terbebas dari goresan bekas ampelas.Gunakan
mikroskop untuk melihat ada atau tidaknya bekas goresan
·
Etching. Gunakan table
etching yang ada
Problem etching
·
Struktur mikro tidak
muncul, hal ini disebabkan oleh waktu etching yang kurang lama, atau pilihan larutan
etching tidak sesuai dengan spesimen.
·
Struktur terkorosi
atau over etching , hal ini disebabkan oleh waktu etching yang terlalu lama.
Bila hal ini terjadi lakukan pemolesan kembali
Analisis
|
|

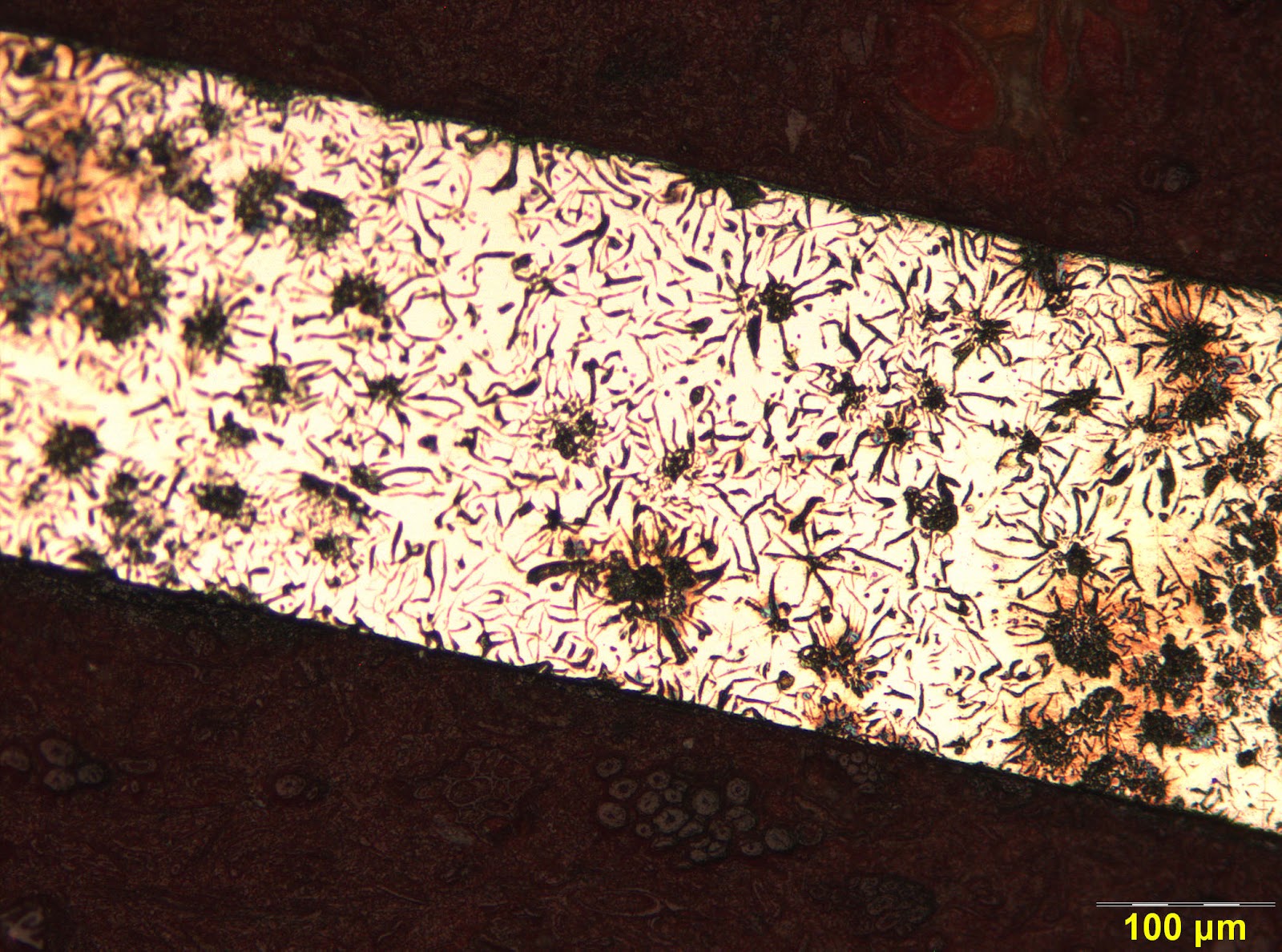


Dari hasil pengambilan gambar menggunakan mikroskop, maka didapatkan
bahwa struktur mikro pada material tersebut adalah struktur mikro dari besi tuang
atau besi cor, lebih tepatnya adalah besi cor kelabu, ditandai dengan adanya
bentuk seperi cacing pada struktur mikro tersebut. Besi cor kelabu terbentuk ketika karbon dalam paduan
berlebih hingga tidak larut dalam fasa austenitnya dan membentuk grafit
berbentuk serpih (flake). Jika besi cor ini dipatahkan maka
permukaan patahannya berwarna abu-abu sehingga disebut besi cor kelabu. Besi
cor kelabu adalah salah satu material teknik yang penting karena memiliki
banyak kegunaan, biaya produksinya relatif murah, mampu mesin yang sangat baik,
tahan aus, dan memiliki efek peredam getaran(damping
capacity).
Secara umum besi cor kelabu memiliki kandungan karbon (2,5 – 3,5) %, silikon
(1,5 – 3,0) %, mangan (0,5 – 0,8) %, sulfur (max. 0,15%), dan fosfor (max.
0,25%). Kekuatan tarik besi cor ini antara 179 – 293 MPa, kekerasan 140 – 270
HB. Aplikasi besi cor kelabu antara lain untuk silinder blok, plat kopling, gear
box,
bodi mesin diesel, dan lain-lain.Secara komersial, besi tuang atau besi
cor yang dipakai adalah besi tuang dengan kadar karbon 2.5%-4.3% karena kadar
karbon yang tinggi dapat membuat besi tuang atau besi cor ini menjadi sangat rapuh.
Jika dilihat pada gambar hasil
percobaan, terlihat ada daerah yang hitam (gosong) hal ini bisa saja terjadi
dikarenakan waktu etching yang terlalu lama, meskipun sudah dipoles lagi namun
hal ini tidak menghilangkan semua bekas gosong. Digambar juga terlihat bahwa
terdapat bagian yang tidak focus, hal ini terjadi karena permukaan spesimen
tidak rata.
Jika dilihat dari struktur mikronya,
terdapat perbedaan bentuk grafit, yaitu berbentuk bulat, serpih (flakes), dan
berkelompok. (lihat pada Gambar 1-3)

|
||||
Grafit adalah satu bentuk kristal
karbon yang lunak dan rapuh, pada struktur besi cor 85 % dari kandungan karbon
terbentuk sebagai grafit. Dalam struktur mikro ada berbagai bentuk dan ukuran
dari potongan-potongan grafit yaitu halus atau besar, serpih atau asteroit,
bergumpal atau bulat. Keadaan potongan grafit ini memberikan pengaruh yang
besar terhadap sifat-sifat mekanis dari besi cor. Perbedaan ini disebabkan oleh
perbedaan bentuk dari potongan-potongan grafit, dimana serpih-serpih grafit
mengalami pemusatan tegangan pada ujung-ujungnya, kalau suatu gaya bekerja
tegak lurus pada arah serpih, sedangkan pada grafit bulat tidak mengalami hal
tersebut.
Austenite ialah suatu larutan padat yang mempunyai batas maksimum kelarutan
Carbon 2%C pada temperature 1130 Derajat Celcius, struktur kristalnya FCC (Face
Center Cubic).Sifat-sifatyang penting pada austenit : Ketangguhan baik sekali, Ketahanan korosi yang paling baik dari SS yang
lain, Bentuk kristal pada suhu ruangan dan temperature tinggi adalah FCC, Non hardened
heattretment,
Mudah dibentuk, Dapat menahan timbulnya scc dan linier
granulun corrosion,
Paling banyak
dipakai dalam industri,
Non magnetit , Stabil antara temperatur 911 - 1392˚C , Maximum solubility 2,14 % wt C ,Elevated
temperatur.
Jika
gambar diatas dibandingkan dengan hasil gambar pada percobaan maka didapatkan
bahwa gambar hasil percobaan hampir sama dengan gambar no I , yaitu grafit
berbentuk serpih-serpih (flakes).
Selain itu ada
tipe grafik yang dapat terjadi pada besi cor kelabu (sebagai referensi)

|
Jika dilihat dari struktur mikro referensi, diperkirakan spesimen yang
diuji adalah besi cor kelabu. Besi cor kelabu terbentuk ketika karbon dalam
paduan berlebih hingga tidak larut dalam fasa austenitnya dan membentuk grafit
berbentuk serpih (flake). Besi cor kelabu adalah salah satu material
teknik yang penting karena memiliki banyak kegunaan, biaya produksinya relatif
murah, mampu mesin yang sangat baik, tahan aus, dan memiliki efek peredam
getaran (damping capacity). Secara umum besi cor kelabu memiliki
kandungan karbon (2,5 – 3,5) %, silikon (1,5 – 3,0) %, mangan (0,5 – 0,8) %,
sulfur (max. 0,15%), dan fosfor (max. 0,25%). Kekuatan tarik besi cor ini
antara 179 – 293 MPa, kekerasan 140 – 270 HB.
Kesimpulan
Karekteristik
struktur mikro logam (logam ferrous) berbeda-beda satu sama lainnya, hal ini
berfungsi untuk mengidentifikasi logam tersebut.
Berdasarkan
struktur mikronya, gambar hasil percobaan merupakan stuktur mikro dari besi cor
kelabu (gray cast iron).
Fasa-fasa yang
terbentuk adalah austenit dan grafit.
Daftar Pustaka

